
為什么我的顆粒機產量比別人的低?影響制粒效率的最直接因素有哪些?
不少用戶在制粒生產時,常會陷入這樣的困境:為什么我的顆粒機產量比別人的低?顆粒成型率忽高忽低,要么大量原料無法成粒造成浪費,要么產出的顆粒松散易碎、硬度不達標;更讓人頭疼的是,機器還頻繁出現堵孔、卡料問題,不僅耽誤生產進度,還得耗費大量時間清理維修。
其實,這些糟心問題的根源,都指向了影響顆粒機制粒的幾個最直接因素。寶殼認為只要搞懂它們,就能從根本上解決制粒難題,讓設備穩定高效運轉。
1、水分:原料水分需控制在13%-18%之間,水分過高易導致機器打滑或顆粒松散,水分過低則摩擦劇烈、產量下降。
2、粒度:粉碎后的原料粒度直接影響制粒效率,過粗會增加壓模磨損和能耗,過細易導致堵機或含粉率升高。
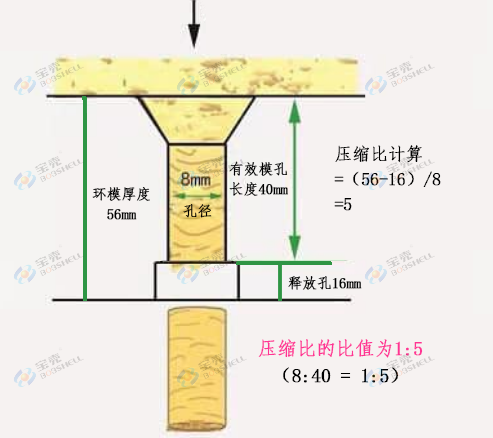
1、環模壓縮比
也稱孔徑比,是指環模孔的直徑與有效長度之比。壓縮比需根據原料特性調整(如松木常用1:5.5-7.0),過小或過大均影響成型率。環模厚度不足或壓縮比不匹配會導致顆粒易碎。
為了獲得最佳的制粒性能,使產量和質量都能達到最佳狀態,需要選用合理的環模壓縮比。不同原料制粒時,都有相對比較適宜的壓縮比值,應該根據各種原料的性質和粉碎粒度、機械性能等合理選用環模。
如果你使用一個新的環形模具,在運行顆粒機之前的第一件事是檢查壓縮比是否適合原材料。如果發現壓縮比不對,就需要換一個,并檢查模具孔內壁是否光滑,環模是否不圓。另外環模模孔的粗糙度、模孔間距、模孔形狀等也會影響制粒的質量,低質量的環模會使得顆粒機難以制粒。
2、模具和壓輥
模具和壓輥是顆粒機的核心部件,其磨損程度直接影響制粒效率。模具的模孔磨損變大,會導致原料擠出時的壓力降低,顆粒的成型質量變差,而且產量也會下降。壓輥表面磨損后,與模具之間的摩擦力減小,對原料的擠壓作用減弱,同樣不利于制粒。
一般來說,模具連續使用一段時間后,就要檢查模孔的磨損情況,當模孔直徑增大超過規定值時,就需要更換模具。寶殼提醒您壓輥也需要定期檢查和更換,以保證其良好的擠壓性能。如果模具和壓輥磨損嚴重,不及時更換,顆粒機的產量可能會降低20%-30%。
3、喂料刮刀
喂料刮刀會隨著使用時間的延長而逐漸磨損變小,而這種磨損又很容易被人們忽略。喂料刮刀還會因為堵機,拆裝環模時的碰撞和其它原因,使其導向的角度改變。
這些變化會導致環模和壓輥的壓制區喂料不均勻,從而引起環模工作面磨損不均勻,使得模輥之間的間隙不一致,引起料層厚薄不均勻。間隙小的地方料層薄,模孔的導向口容易磨損變形,使喂料困難;間隙大的地方則由于料層太厚,減少了壓輥對原料的擠壓力,使出料困難,主機電流上升,生產能力降低。另外由于環模工作面喂料不均勻,導致模孔磨損的不一致,會引起顆粒料的粗細差別大的情況。
1、進料流量
很多時候生產效率下降是由進料流量不穩定而造成的。若進料過快,機器負荷隨之增大,不僅耗能增加,電流上升,還可能導致進料口堵塞,甚至引發悶機事故。相反,進料過慢則會影響產能,造成能源浪費。因此,穩定的進料量是顆粒生產過程中的核心控制要素。
2、模輥間隙
壓輥與環模間隙過大(<0.3mm)會導致壓力不足,壓輥運轉的阻力增大,產生壓輥打滑和顆粒機振動現象,使制粒產量下降,甚至導致堵料。模輥間隙過小則加速模具壓輥磨損,在磨損過程中,環模導向口會因壓輥的磨損而變形,使模孔進料困難,制粒產量逐漸下降,影響使用壽命。
結合生產經驗來分析,建議初始調試時采用0.1-0.3mm,有些原料為0.3mm-0.5mm。寶殼建議用一張A4紙測量,紙張能順利通過模輥之間即可,人工轉動環模一周,有四分之一工作面能帶動輥殼運轉,或是斷續帶動。
顆粒機產量不如人,根源就藏在以上幾個因素,環模壓輥的匹配度、原料預處理是否達標、人工操作參數是否精準、日常維護是否到位等,會共同決定了設備的產能上限。只要針對這些因素逐一檢查調整,就能找到產量差距的癥結,讓顆粒機釋放應有效能,提升生產效率。